SMT(Surface Mounted Technology)表面贴装技术。它是一种电子组装技术。SMT技术最大的不同是SMT技术不需要在电路板上为元件留有对应的针脚穿孔,这样就使得SMT(表面贴装)技术的元件封装尺寸比插件式封装小。所以SMT技术使得电路板上的元件密度更大,使电路板的空间利用更加有效。
 SMT特点:
SMT特点:
1 SMT表面贴装技术的组装密度高、产品体积小、重量轻,贴片元器件体积与重量是插装器件的1/10左右。
2 可靠性高、抗震能力强、焊点缺陷低。
3 高频特性好、减少了电磁与射频干扰。
4 易于实现自动化、提高生产效率。
5 SMT表面贴装技术易于降低成本30%-50%,节省材料、能源、设备、人力、时间等。
SMT工艺
锡膏
1锡膏的分类
按是否含有PB分:有铅:包括62 36 AG2 (熔点179℃)和63 37(熔点179℃)
无铅:主要是SAC305 (SN-3.0AG-0.5CU)和SAC315 (SN-3.8AG-0.7CU)
按锡粉颗粒分:
1 号:38-63
2 号:38-45
3 号:锡粉颗粒为25-45UM
4 号:锡粉颗粒为20-38UM (常用)
5 号:
锡粉越小,一般印刷性能越好,但因为表面积增加,导致锡粉氧化越严重。
2锡膏的成分
金属含量一般:有铅为89.5%-90.5%
无铅为88.5%-90.5%
FLEX 的作用:1.去氧化
2.防氧化
3 使锡膏成糊状
4 使锡膏具有可印刷性,不塌陷
FLEX成分: 1.松香: 去氧化
2.稀释剂:调节粘度
3.摇变剂:使锡膏具有印刷性,受力就形变,防塌陷
4.添加剂:亮度等变化
3锡膏的使用
搅拌:锡膏在冷藏和回温过程中由于锡粉和FLEX 的比重不一样,导致锡膏分层。
搅拌的作用:把锡膏成分搅匀
机器搅拌:1000 转/分 搅拌1 分,500 转/分 搅拌2-3 分
手工搅拌:一个方向以划园的方式搅拌5 分
检验方式:用搅拌刀从锡膏瓶中挑锡膏,锡膏能够成不断的线流下来。手工搅拌时要用塑胶刮刀,用力不要过大,防止把瓶子的塑胶刮到锡膏中。
在添加在钢网上前,要用塑胶搅拌刀搅拌10-30S。加在钢网上的方法和量的控制:在开始生产时,最少要放1/3 瓶的锡浆到丝网上。生产中,操作员应每小时检查一下丝网上的锡浆总量,估量锡浆总量,并把锡浆刮成扁平状。
估测的结果至少符合如下几点
长 Length (L) = 不能超过刮刀的长度但必须超过PCB的长度 ,两边比PCB约长20 mm
宽 Width (W) = 大约15-30mm
高 Height (H) = 大约5-10mm
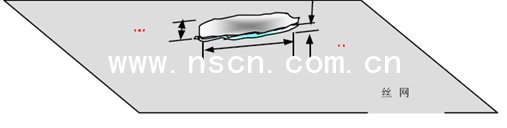
图 丝网上锡膏涂布
印刷时丝网上锡浆的高度(直径)必须在10~20mm 之间,以防止少锡和多锡。当后
刮刀运行时,作同 样的检查 。如下图所示。
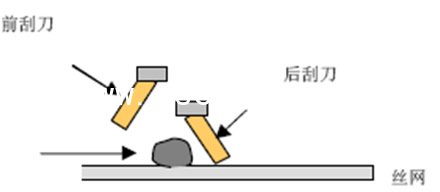
图 刮刀
4剩余锡膏处理
印锡时锡浆在丝网上的使用时间的时间应该小于24 小时,从印锡后到过炉应该不超过
2 小时,否则,PCB/PCBA则要清洁,与生产中锡浆移位一样处理。锡浆在丝网上放置不用的时间应该小于30 分钟,比如在机器有故障以及停机待料的时候,把锡浆重新刮到锡膏瓶中。如果停机时间大于30 分钟,则必须清洁刮刀和丝网。清洁下来的锡浆不能和没有用过的锡浆混在一起,因为这会影响锡浆的质量。将清洁下来的锡浆放在一个容器中,贴上“已变硬锡浆”的标签。
钢网
1钢网制作
激光制作:孔壁有毛刺。蚀刻:开孔光滑,化学蚀刻的模板是模板世界的主要类型。它们成本最低,周转最快。电铸:成本高,交期长。
2钢网检查
来料检测:张力、是否变形、厚度检查、开孔要求检查、是否与PCB 对应检查、开孔是否有毛刺检测。
定期检测:张力、是否变形、是否清洁、版本是否最新、厚度检查、使用次数检查。
使用前后检查:张力、是否变形、清洁检查。
3钢网管理
进出登记、状态登记、本版登记、注意事项登记、使用次数记录、存放位置登记
4钢网清洁
使用前后清洁,使用前后清洁后要用风枪吹除孔内锡粉,清洁最好用钢网清洗机使用时,每班至少彻底清洁钢网上的锡膏,彻底清洁一次钢网和刮刀。
炉温
一般典型的炉温曲线有两种
1升温— 升温— 回流— 降温。
2升温— 恒温— 回流— 降温。
特点
1类曲线:上锡能力强,BGA 气泡较多,墓碑元件多。
2类曲线:上锡能力差,BGA 气泡较少,空焊元件多。

图 炉温曲线
SMT的发展趋势
1 电子产品追求小型化,使得以前使用的穿孔插件元件已无法适应其要求。而表面贴装技术很好的解决了这个问题。
2 电子产品功能更完整,所采用的集成电路(IC)因功能强大使引脚众多,已无法做成传统的穿孔元件,特别是大规模、高集成IC,不得不采用表面贴片元件的封装。
3 产品批量化、生产自动化,厂方要以低成本高产量。出产优质产品以迎合顾客需求及加强市场竞争力。
4 电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用。
5 电子产品的高性能及更高装联精度要求。



 公安备案号32010402000033
公安备案号32010402000033

